 ȫ����ُ���˟ᾀ
ȫ����ُ���˟ᾀ


����Һʹ���ߵĸ�����ϵ�y�y�I�S�o����������ʹ������Һ��
�ڙCе�ӹ��^���У����õ�ˮ��������Һ���Q��sҺ������Ҫ�����nj������M����s����������ϴ�ͷ�����һ�㰴�M�ɷ֞��黯Һ����ϳ�Һ�ͺϳ�Һ��
�����L���ԁ�������Һ�����^�̮a���ďUҺ�ɞ�Ӱ푹��ܜp�š���Q�h���l�����}���P�I���ڽ�Q����Һ�ĭh���l�����}����������l·����
��һ���ص�������Һ�����ø�ʽ�������g�����а�����s�L�����������иҺ���и�ȣ�
���ڶ���������y����Һ������ؓ��Ӱ푽��͵���С�̶ȣ�ʹ֮�ɞ�h���Ѻõģ����ܱ����o���B�h���ķ�Ҏ�����ܣ�
�����������ø�ʽ�������g����Ҫָ���������g��

�����b�ڴˣ��҂�������Һ�đ����^���M���о������������Һ���y�I�S�o������ʹ����Һ��ʹ���^���в������ŷŏUҺ�������ŷŸ���һ����
��Ҏ����Һ�S�o����
����һ�� ����Һ�ĝ��
����������Һ���a�̳��S�ĮaƷ�����Q��ԭҺ���M�����a�F��������ˮϡጵ�һ�����������ʹ�ã�һ��Q�@�Nϡጵ�Һ�w������Һ��ԭҺ�ڑ�������Һ����ռ�İٷֱȷQ������Һ�ĝ�ȣ���ȷ���һ����5%��10%��������Һ�|���������ӹ�Ҫ�ߵ���r�£���ijЩ�ּӹ��^���У���Ҫ��3%�ģ����ڼӹ�Ҫ��ߣ��e�������ӹ���Ҫ�O���Ըߡ������Ըߵ���r�£���ȿ���Ҫ���_12%��14%��
��������Һ�ĝ�șz�y����һ�����۹ⷨ���Aֵ�y������
��������Һ����һ�������ʹ�á����ڲ��m���ĝ����ʹ�ã����H���ܰl�]�䑪�е�Ч�������ҕ�������N���ӵĆ��}������^�߲��H����ɱ���ߣ����װl�ݡ����lƤ�ס�������s���ܣ�߀�������s�͵Ļ����γ��������������Һ�����^�V�������ȣ��෴�����ʹ�Ý��̫�ͣ��������a���Ć��}�Ƿ��P���ܲ���������P�g���������ܲ��ö����µ���ĥ�p���ӡ��ӹ��|��׃�ĵȣ�Ȼ���Ǵ��M�������L������Һ���ڸ���������Һ��ȵ�׃�������Ǽӹ����ܺ����������½���ֱ��ԭ�����ԣ�����Ҏ���ĝ����ˮ������Һ��������Ҫ�h��

������ ��Ҏ����Һ�S�o����
������1����Һ����
��������Һ�����ԭҺ���������黯���ܺã�ֻҪ��һ������ԭҺ���뵽ϡ���ˮ�У���֔�����ɵõ�������黯Һ����Ҫע����ǣ������黯Һ�r����Ҫ��ԭҺ���뵽ϡ�ˮ�У�������������֮����ϡ�ˮ���뵽ԭҺ֮�У�����Щ������r�£������^�͜ض��£������������z�����|��֮����y���ܽ��_����
�����ھ��w�Ĺ��I�����У�һ�����Ȍ�����ҺԭҺͨ�^�����������һ���^�ߝ�ȵĻ���Һ���ڛ]�л������ėl���£�������һ�������м���һ������ˮ���ټ���ԭҺ����ע�����ԭҺ�r�ձء������Ҿ�����߅����߅�ù��ߔ��裬ʹԭҺ��ֵ��cˮ��ϡ���ӛ�����Ɍ�ˮ����ԭҺ�У�ֻ���nj�ԭҺ����ˮ�С�
������Һ��ȫ�ϳ�Һ�����ƣ������䱾����ˮ���Եģ�Һ�B��ԭҺ�����ͺ���һ������ˮ���^���ܽ⣬ϡ��^���^���Σ���ҲҪ��ѭ��ԭҺ��ע��ϡ���ˮ�е�ԭ�t��
��������Һ��ע������Һ�Ƃ���Ժ���ϵ�yҪ���Ⱥ�����Ӌ�������Һ�ļ�ע�����ٌ�����Һ��ע��Һ���С���עǰһ��Ҫ���CҺ����ϴ�Ƀ����Зl������r�£������Ì��ÙC����ϴ����͝�ȵ�����Һ�M����ϴ��
����Һ�w�{������ע�Ļ���Һ����^�ߣ������_���ݷeҪ���@�r��Ҫ�aˮ���a���ˮ��ֱ�Ӽ��뵽Һ���еĻ���Һ�У����_��Һ���ݷeҪ���ֹ������Һ���{���r��Ҫ�M��ϵ�yҺ�w��ѭ�h�\�У�ʹҺ�w̎�����Ӡ�B����ʹ����Һ��Ͼ����@��ѭ�h�^�̵ĕr�gҪ����ϵ�y��ѭ�h�����_����һ�㲻����2h��
������2���ճ���ע
����������Һ��ʹ���^���У���ȕ���u�½�����Ҫ�����M�Н�șz�y���z�y����һ�����۹ⷨ��ζ����������z�y�ĝ�ȽY���cҪ��ĝ�ȿ���Ҫ�ȣ�Ӌ�����Ҫ�a�ӵ�ԭҺ���������ۺϳɻ���Һ�����������a��Ӌ���M�м�ע��
������3��ϵ�y����
����������Һʹ�õ�һ���r�g�Ժ�Һ�w�е��s�|���������ӣ���Ҫ�Ǽӹ��^���Юa���ļ�С�w��������Һ�������������܉�ͺ�Һ���͵ȵ�й©��ˮ�Ў���ɷֵij��e�ȡ��@Щ�s�|��Ҹ���Һ�w�У�����e����ס���ڻ��ڙC���ăȱ��档�e�ǑҸ���Һ�w�е��s�|����Ӱ푵�Һ�w�Ļ��Wָ�ˣ�Ӱ푵�����Һ�ĝ����ԡ���ϴ�Ժͷ��P�ԣ����e���s�|����������������������w�����s�|��Ӱ푵������ı���ֲڶȡ��F�ڵ�����Һϵ�y��һ�㶼����Һ�w�����b�ã���Wʽ�^�V���������x�ķ��x���ŷ��x�;W���^�V�ȡ������еļ�С�w���͑Ҹ��s�|����ȫ������ȥ��������Һ�w�зe�ۡ�����Ҫ�����M��ϵ�y����������ȥ��ϵ�y���s�|��
������������Һϵ�y�������E��D1��ʾ��

��4���QҺ
����������Һʹ�õ�Ҏ����������s����������ϴ�ͷ��������½����F�������п��ܰl��������r������Һ�����^׃������׃�S��׃�ڵģ�Ҳ��׃���ģ������fҺ�wʧȥ�䱾���Ĺ�ɡ�����Һ���N����ָ�˲��Ӵ��׃�Ӵ�pHֵ�½�������������߰l�����P���½������M�й��z�D�ػ�����ԇԇ�Y�����ܰl��ͻ׃����ע���������@���ӣ���ע�����������ָ�˲�ͬ��׃�����ӹ��|��׃�����e�ǹ�������ֲڶȺ͵��߉����l��׃����
�����@�rҪ���r�QҺ���Է�����ҺͻȻ������Ӱ������ļӹ��^�̡���������Һ�QҺ���E��D2��ʾ��


���� ����Һ������
������1���ӹ��е���м����
�����ڼӹ��^���У���м���ų���ه�ڹ�м朡��V���͞V���ȣ����@���^���У�����Һ������������м�䡣�@����Һ�w����м�Оr����һ���ǰ��UҺ̎�������ڼ�����s�Ĵ�ϵ�y��Ҳ���OӋ���õĻ����b�ã�ͨ�^����̎���ص�ϵ�y�Б��á�
������2���ӹ��е����l
�����ӹ��^���е�����Һ�����ڼӹ�������Һ�w���ӺͼӉ��õ�ԭ�ض����ߣ�ʹ����Һ���l�ӿ죬�e�������˟��F�ռ���������������Һ���������ӹ����F�ų���
������3���ӹ��е���Ч�ɷ�����
���������c�������Õr�����ò�λ�a���ֲ��ߜأ�����Һ�е����P�ɷ֣�����Щ�O�����ӄ��ȱ����ģ��a������Һ��ȵ��½���
������4����ʹ�É�����ēQҺ
��������Һ��������ǰҪ�M������Һ�ĸ��Q���Ǽ������ġ�ԭ��Һ�wȫ������UҺ̎����ϵ�y�ſպ���ȫ����µ�����Һ��
������5������ҺԭҺ��������
������һ�l��a����20�f�_�İl�әC���w���a���ĽyӋ������ÿ����Qһ����sҺ��ԭҺ���Ğ�4?200kg��ÿ���ע�Ļ���Һ�е�ԭҺ����34?440kg�����Կ�������Ҫ������ҺԭҺ�������ճ��ӹ��^�����ģ������ǓQҺ���ġ��QҺ�^��������ֻռ����������11%��
�����ġ� ����Һ����׃��
������1������Һʹ�É����_��
�����Ŀ�ڣ���������Һ�����̵Ľ�����]�_�����������a�A�Σ�����Һ�w��B׃��څ�ݡ����a�a�������aͣ�C�r�g�_���������A�Σ������vʷ���ճ��z�y�����ͼӹ�����׃����B�ȣ����탞������Һ�ĸ��Q���ڡ�
������2������Һ������׃���ɷ֞�ׂ��A��
����һ�㰴����Һʹ�Õr�g�������Һ������׃���֞��Ă��A�Σ���Һ�A�Ρ������S�o�A�Ρ�������S�o�A�κ͓QҺǰ�S�o�A�Ρ�����r�C��һ����ʹ�É���һ��ĕr�g���QҺǰ�S�o�A�Σ��Еr��Ҫ�m����������Һ�ĝ�ȣ������w��߿��Ɲ��1%�������Ƶȣ����ټӹ��ŃA�����죬ֵ����ه���ڼӹ��l���^�����r�£���ߜء��ߝ�ȭh���У��ړQҺǰ�S�o�A��߀Ҫ���ӷ��P������������pH�{���������ӄ���
����Һ�y�I�S�o����
����1. ����ԭ��
������һ��ϵ�y������Һʹ�õ�һ���ĕr�g����ʹ�É�����һ�룩���������a��Һ�ּӵ�����ϵ�y������ϵ�y������Һ���@�Ӽȱ��C�˸�ϵ�y�����ӻ���Һ���ã�Ҳʹ��ϵ�y����һ���ĕr�g֮�ȓQҺ��ǰ��l����һ����sҺ�����Ժͷ��������ã���������Һ��������Ҫ���ճ����ӻ���Һ���QҺ����ԭҺ��ռ���������ı���С��20%���Y����Һ�w�S��ʹ���^�����ĵ��������a�������ŷŵďUҺ��
����2. ���g������c
�����ڱ��C��Ҏ����Һ���ܺ���Ч���^�V���g�Ļ��A֮�ϣ��M������Һ�����^�̵��о���������Һ�đ����^���У�����Һ��Ҫ�DZ��ӹ��^�����ĵ������]�б������ŷŵ��������ټӹ��ţ����ݲ��e��ֵ���Pע����
����3. ��ʩ�^��
������1����������Һϵ�y�y�I�S�o��Ԫ���y�I�S�o��Ԫ����ԭ�t������Һ��̖��ͬ������Һϵ�y�ݷe������ӹ��������|��ͬ���O���λ���������С�
������2����ʩ���E����ÿ���y�I�S�o��Ԫ��S�o��λ������ÿһ������Һϵ�y��ʹ�õ�һ���r�g���M������Һ�ĸ��Q��ԭ��Һ��������ˮվ�������M�Ѓ���̎����֮���������Һ��ע��ͬһ�S�o��Ԫ������ϵ�y�У���������Һϵ�y�����µ�����Һ��
������ϴϵ�y��Һ����������һ���͝�ȵ�����Һ����1%��2%����Һ����ϴ��Ҳ���^����̎�����cԭ������Һ���������Һ�a�ӵ�ͬһ�S�o��Ԫ��������ϵ�y�С���ϴ�^��ʹ�õ͝������Һ�Ǟ���������ϴЧ�������ӷ��P�ԡ�������ĭ�Įa������ϴ�^�̲�����C����ϴ����
������sҺ����ϴ���Һ�w�ă���̎����һ��ɲ������·������ٳ��������������з���һ���r�g��Ʋ���ϲ�Ư���s�|��ȥ���ײ��w���s�|�����x�ķ���ȥ���ܶȴ���w�����ܶ�С��������^�V�����ÞV����V���^�V����w�����s�|��
����4. ��ʩ����
����ij��܇�l�әC�S��һ�l���w�ӹ����a�������мӹ�����28�_�����ÆΙC����Һ��Һϵ�y����Ҏ������D3��ʾ��
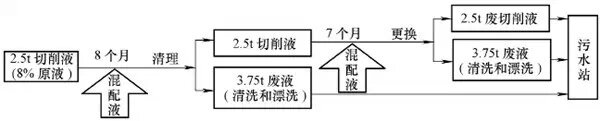
�y�I�S�o������D4��ʾ��
������ʩ�^�̌��ȣ�Ҋ��1����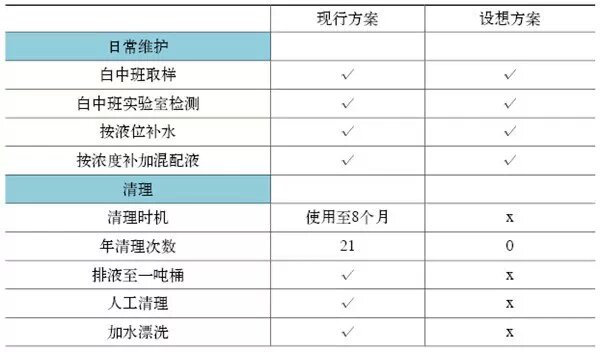 �� 1
�� 1
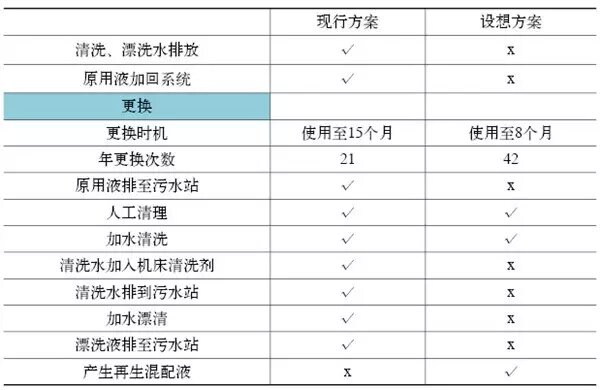
5. ��
������1���ĿЧ���u�r��ʽ�����2��ʾ��

����2����ʩЧ�����Y
������ ����Һ���gָ���u�r�����ÿ��z�y��ָ��׃��ƽ����pHÿ��z�y��ָ��׃��ƽ����������ÿ�z�y���]�м���������İl�������P��ÿ�z�y��ָ��ƽ�����ڿ��Ʒ���֮�ȣ�Ӳ��ÿ�ܙz�y��ָ��������څ�ݣ�ԭ�������ӵ��ԁ�ˮӲ���^�ߣ�����Ӱ�����Һ���ܡ���ʹ��ROˮ��Ӳ��ָ�˕�����ƽ����������Һ�ɱ��M���u�r�����QҺ�M����ռ����Ӌ�㣬����Һ���M�ù��s�s��10%���ۏUҺ�p���u�r��������Һ�ēQҺ�^�̽yӋ��ÿ�ΓQҺ����r�������^�K�UҺ���ŷţ���Һ�w���溬�и��͵�Һ��Һ��ײ����e���е�Һ�Լ��M������Һ����̎��r�ų��ďU��Һ���@���֏UҺ�sռ��̎��Һ��10%��20%�����QҺ�^���ŷŵďUҺ�p��80%��
